
Introduction
In the OEM manufacturing of safety-critical components like automotive braking systems, engineers face persistent and severe challenges. Brake rotor thickness variation (TV) under extreme thermal cycling leads to brake fade, the conflict between the need for lightweight aluminum calipers and structural integrity, and the risk of hydraulic fluid leakage from microscopic defects in piston seal grooves.
Traditional machining approaches often treat these challenges as isolated process issues, relying on post-production inspection rather than in-process prevention. The absence of a systemic solution—spanning materials science, thermodynamic management, and digital quality control—results in inconsistent performance, high costs, and difficulty meeting stringent industry standards like IATF 16949.
This article delves into an integrated “Material-Process-Inspection” methodology. This approach systematically addresses the core challenges through proprietary thermal management turning strategies, simulation-based lightweight design optimization, and a full-process digital traceability system. It provides a reliable blueprint for high-performance manufacturing of CNC turning OEM parts.
How Can CNC Turning OEM Parts Overcome the Industry Challenge of Brake Rotor Thermal Distortion and Performance Fade?
In the realm of CNC machining for automotive safety components, brake rotor failure is rarely sudden. It is a gradual process rooted in the machining process itself. During brake rotor turning, intermittent cutting and friction generate intense, localized heat. This can induce undesirable microstructural changes in the cast iron, such as the formation of untempered martensite, which is the root cause of thickness variation (TV) and thermal cracking. This degradation directly compromises braking efficiency and longevity.
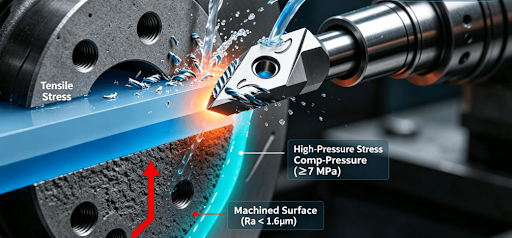
The solution lies in a High-Pressure Interrupted Turning (HPIT) strategy. This is not merely a cutting operation; it is an exercise in active thermal management. The process utilizes a cutting speed of 180 m/min and a feed of 0.15 mm/r, synchronized with a flood of internal coolant at ≥7 MPa. This powerful combination instantly evacuates heat from the cutting zone, preventing the material’s metallurgical properties from being compromised and maintaining a stable, predictable microstructure throughout the part.
The final technical detail is a surface enhancement technique. A finishing pass using a -5° negative land insert is employed. This doesn’t just cut; it mechanically works the surface to induce a beneficial compressive stress layer approximately 0.05mm deep.
- Counteracting Operational Stresses:
This engineered layer acts as a buffer, effectively counteracting the tensile stresses generated during actual braking. - Achieving Dimensional Stability:
The result is exceptional dimensional stability, with TV consistently controlled within ±0.02mm, and a significant extension in thermal fatigue life.
A detailed case study on CNC turning OEM parts further validates the outstanding performance of this process, demonstrating its reliability in tests equivalent to over 150,000 kilometers.
In Automotive Brake Machining, How is the Lightweight vs. High-Strength Dilemma for Aluminum Calipers Balanced?
The pursuit of fuel efficiency and agile handling in modern vehicles places extreme demands on automotive brake machining. For brake calipers, this translates into a need to reduce weight by over 30% while maintaining or exceeding a tensile strength standard of ≥350 MPa. This creates a fundamental contradiction for materials like A356-T6 aluminum and the processes used to shape them in automotive OEM parts manufacturing.
The resolution requires an integrated approach that begins at the design stage. Topology optimization software is used to algorithmically generate a design that removes material only from non-critical areas, creating complex, organic shapes ideal for weight reduction but challenging to manufacture. This is where advanced brake caliper machining comes in. A precision five-axis turning-milling center then machines this optimized design, often in a single setup. This is crucial for maintaining the geometric accuracy and sealing surface integrity of thin-walled sections, which can be as slim as 2.5mm. Finally, a tailored T6 heat treatment (solution heat treating and artificial aging) is applied to recover and enhance the material’s full strength potential.
This integrated methodology has enabled a leading EV manufacturer to achieve a 38% weight reduction target. The resulting calipers passed all critical hydraulic endurance tests, and the project’s time-to-market was accelerated by 20%, showcasing how advanced manufacturing turns design ambition into durable, high-performance reality.
Why is Piston Seal Groove Machining the Linchpin of Leak Prevention in Brake Component Manufacturing?
Within the high-stakes world of brake component manufacturing, the piston seal groove is a minuscule yet monumentally important feature. It is the primary barrier against brake fluid leakage, making its precision the literal lifeline of vehicle safety. The integrity of this seal hinges on two factors achieved during the CNC machining brake components stage: dimensional accuracy (e.g., ±0.015mm) and surface finish (a critical Ra value).
Achieving this requires a meticulous, multi-stage CNC process. Roughing operations remove the bulk of material, followed by semi-finishing passes that bring the groove close to its final dimensions. The final, decisive step is the fine finishing operation, performed with a dedicated, sharp, and precisely ground form tool. This pass is responsible for achieving the mirror-like surface finish and exact geometry required for the elastomeric seal to seat perfectly and maintain a static, high-pressure barrier over the vehicle’s lifetime.
Quality assurance is non-negotiable. Every single groove in production CNC machining brake components is subjected to 100% inspection using advanced metrology equipment like roundness testers and optical profilometers. This verifies not just the dimensions but the entire form and surface texture, ensuring each part meets the most stringent sealing specifications before it leaves the facility.
How Does an Automotive Parts Manufacturer Achieve 100% Quality Traceability and Production Consistency Through Digitalization?
For a safety-critical automotive parts manufacturer, the challenge extends beyond making a good part; it involves proving the consistency and history of every single part produced. Mass production demands a quality system that transcends the sampling-based approach of ISO 9001, directly addressing the core of IATF 16949 requirements for defect prevention and full traceability.
The solution is a “Unit-level Traceability” system. Immediately after a part’s primary CNC turning operation, a permanent Data Matrix Code (DPM) is marked on it. This code is not just a serial number; it is a digital passport. It links to a comprehensive digital record containing the raw material heat number, every machining parameter (actual spindle speed, feed rate), and the complete inspection report for that specific component.
This system enables real-time Statistical Process Control (SPC). Key characteristics are monitored continuously, with CpK values calculated automatically. If a trend approaches a control limit, the system can automatically flag and quarantine the last produced batch, enabling truly preventive quality control. This practice transforms quality assurance from a reactive inspection activity into a data-driven, preventive standard, offering OEM clients complete forward and backward traceability—from raw material lot to the Vehicle Identification Number (VIN).
What Core Competencies Should Be Evaluated When Sourcing Reliable CNC Turning Services?
Selecting a partner for mission-critical components requires looking far beyond basic machining capabilities. When sourcing CNC turning services, a deep evaluation of a supplier’s foundational systems and proven expertise is paramount.
Looking Beyond Basic Certifications
While an ISO 9001 certificate is a baseline, it is insufficient for regulated industries. A competent partner should hold relevant sector-specific certifications. IATF 16949 for automotive demonstrates adherence to advanced quality management standards, including continuous improvement and defect prevention. AS9100D for aerospace reflects a culture of extreme rigor and risk management. An ISO 14001 environmental management certification indicates operational maturity and a commitment to sustainable practices, which is increasingly important in supply chains.
Assessing Technical Depth and Proactivity
True expertise is shown in capabilities that precede and follow the actual machining. Partners should be evaluated on their front-end engagement, such as collaborative Design for Manufacturability (DFM) analysis, and their rigorous process validation, including executing Process Failure Mode and Effects Analysis (PFMEA).
- From Design to Validation:
This proactive risk-assessment mindset is crucial. Furthermore, the ability to conduct in-house laboratory validations—such as salt spray testing or thermal cycle testing—demonstrates a commitment to performance-oriented CNC turning services, not just simple print conformity. - The Proof is in the Portfolio:
Technical claims must be substantiated by real-world results.
Validating Claims with Tangible Evidence
The most critical assessment comes from reviewing a supplier’s project portfolio, especially in complex domains like brake components. Case studies that detail challenges, applied methodologies (like the integrated “Material-Process-Inspection” approach), and quantifiable results (e.g., TV reduction, weight savings, quality yield improvements) are the ultimate validation of problem-solving capability. For readers seeking to understand how modern CNC turning services tackle high-difficulty applications, the professional technical page offers comprehensive information.
Conclusion
Manufacturing high-performance automotive braking components is a systems engineering discipline that fuse materials engineering, thermodynamics, precision machining, and digital quality management. By adopting the integrated methodology outlined, manufacturers can not only solve specific technical challenges related to thermal distortion, lightweighting, and sealing but also build a predictable, traceable, and compliant production system. This transforms compliance from a cost into a sustainable competitive advantage.
If you are seeking a manufacturing partner for your next-generation braking system that delivers performance, quality, and full-process traceability, it is recommended to submit your component drawings or performance specifications. This will enable the generation of a tailored “Manufacturing Feasibility and Performance Enhancement Preliminary Analysis Report” for your project.
Author Biography
This article was authored by an expert with over 15 years of experience in precision manufacturing, specializing in providing complex CNC turning OEM parts solutions for automotive OEMs. The expert is part of LS Manufacturing, a one-stop precision manufacturing service provider certified to ISO 9001, IATF 16949, AS9100D, and ISO 14001 standards.
FAQs
Q: During pilot production, can mass production parameters be used directly for CNC machining?
A: It is not recommended. The pilot phase should employ more conservative process parameters with increased inspection frequency to thoroughly expose potential issues and ensure process robustness. This is a critical step in laying the foundation for successful high-volume production.
Q: What are the potential causes of abnormal noise in brake components, and how can it be controlled through machining?
A: Abnormal noise is primarily related to the component’s modal characteristics and surface waviness. It can be mitigated by optimizing the tool path and turning frequency to control vibration at specific frequencies, and by controlling the final surface waviness (W-value) to within 0.5 μm, thereby effectively reducing noise risk.
Q: How can the consistency of raw material performance for bulk purchasing be ensured?
A: Beyond requiring mill test reports for each batch, periodic incoming material inspections should be performed. For high-end projects, a “First-Article Full Performance Test,” including hardness gradient and microstructural analysis, can be executed to guarantee material quality from the source.
Q: For electric vehicle brake rotors, what are the special machining considerations?
A: EV brake rotors experience less frequent use, making them more susceptible to surface corrosion. An innovative “passive anti-corrosion” turning process can be introduced. Furthermore, optimizing the rotor’s surface slotting design can simultaneously improve initial brake response. Relevant test data is available for validation.
Q: For large-scale production projects, what are the Minimum Order Quantity (MOQ) and delivery accuracy?
A: The MOQ is negotiable based on part complexity. We possess Just-in-Time (JIT) delivery capability. Through an in-plant supermarket and a First-In-First-Out (FIFO) management system, a delivery accuracy rate of over 99.5% is consistently maintained, ensuring the stability of the client’s production line.